
如今,工件的复杂程度越来越高、批量越来越小、使用周期越来越短,同时竞争环境日益严峻,
工业制造领域的流程不得不随之调整。因此,快速而灵活地对市场的要求作出反应,
是您的企业获得成功的重要前提条件。

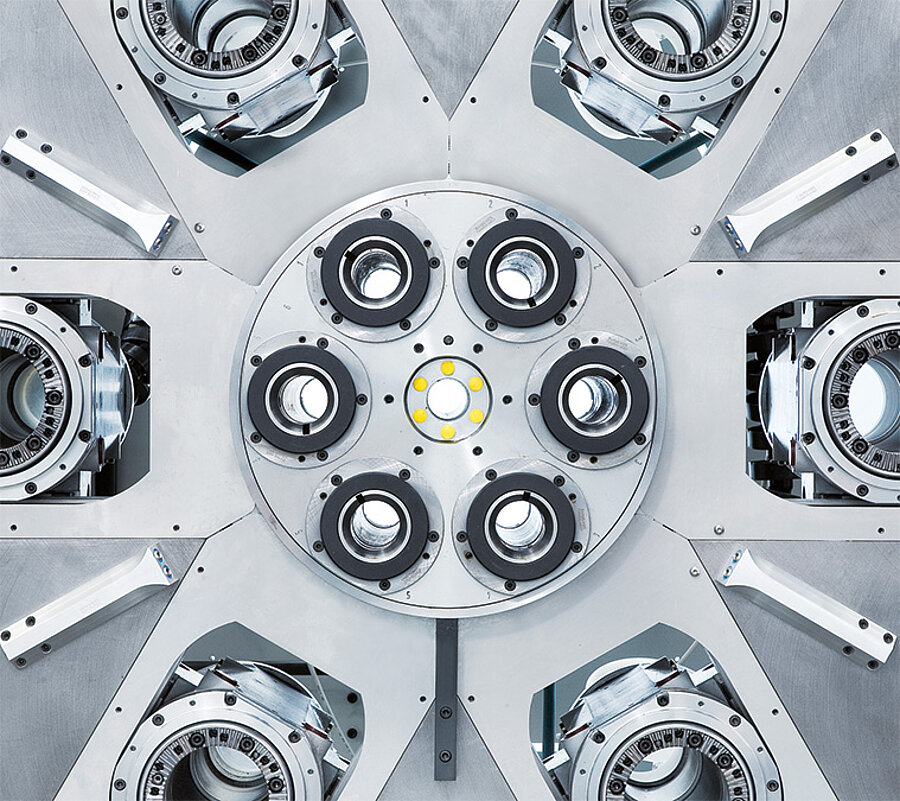
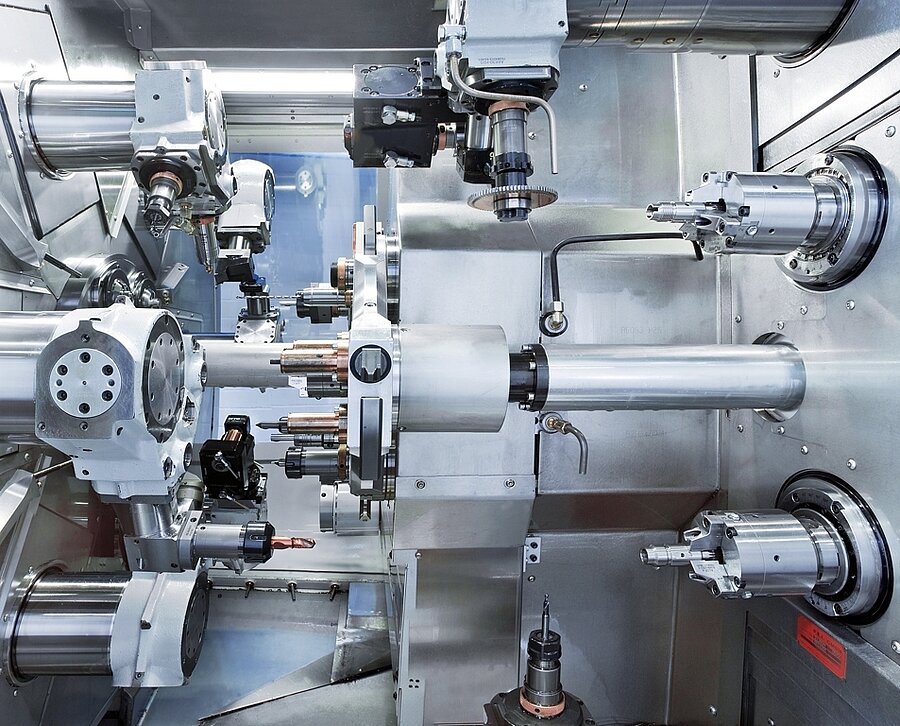
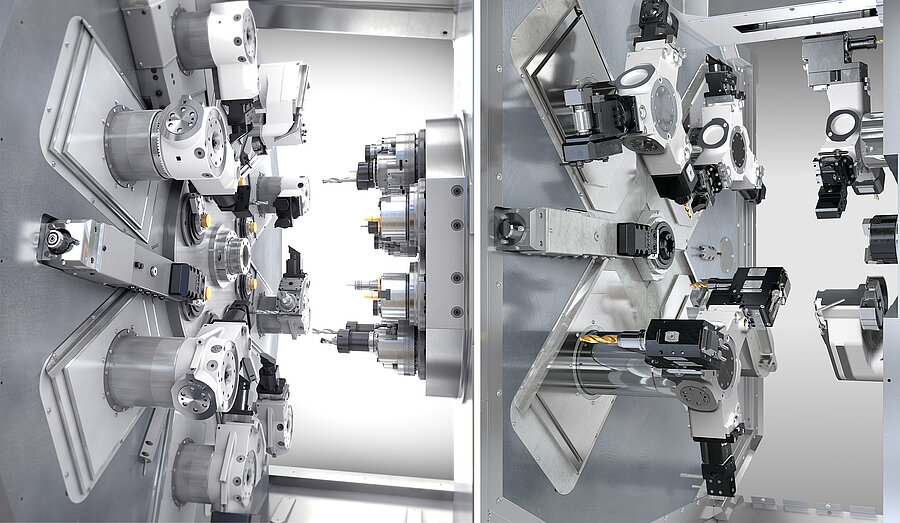
CX 的核心部件 – 主轴鼓,用一个高精度三段式鼠牙盘精确定位在其角度位置上。这一设计与主轴箱严格热对称的结构共同保证了所有主轴位置的最高工艺可靠性。
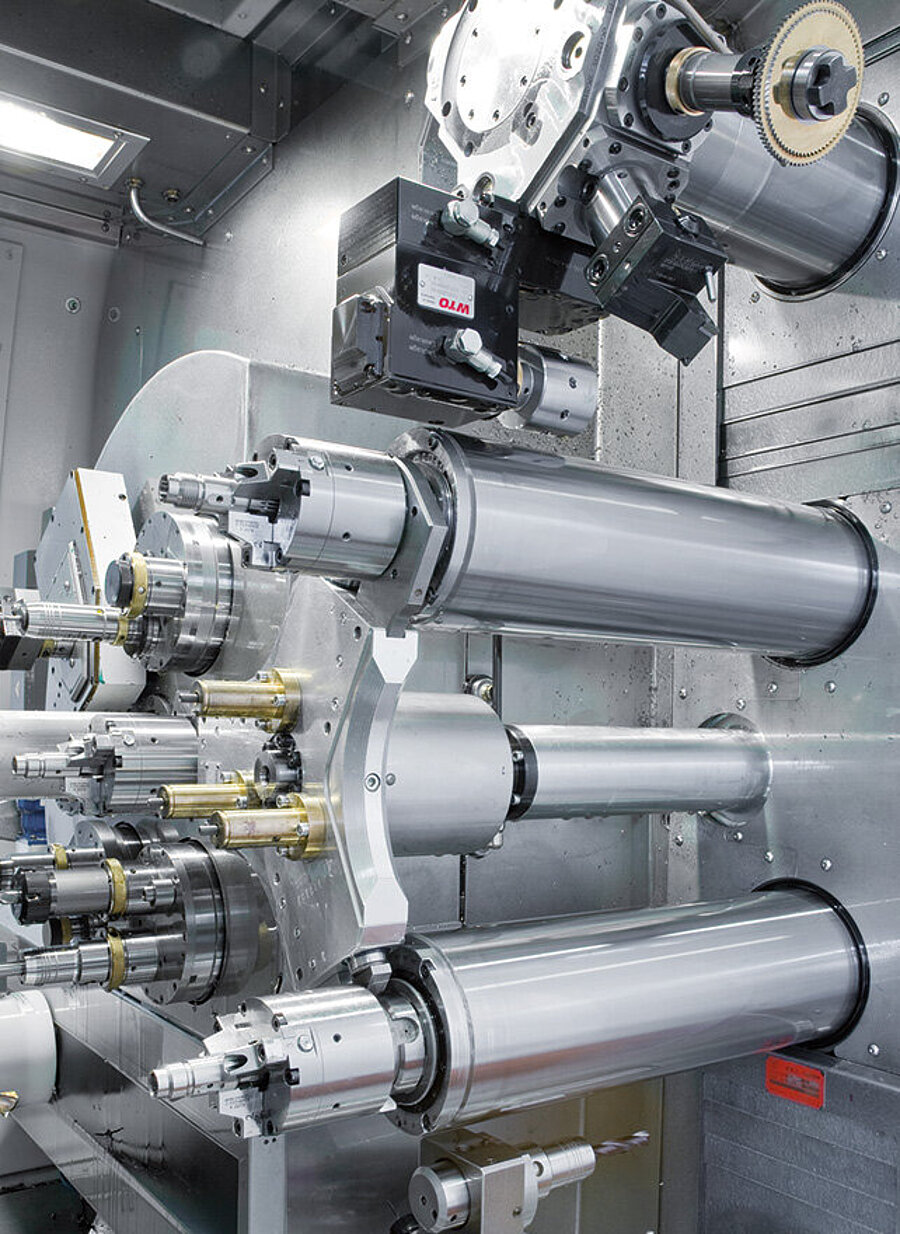
在多主轴车床上采用独一无二的横向加工单元工作轴结构实属全球首创,实现了将刚性刀架结构与灵活机床配置的优点合而为一的理念。
[Translate to Chinesisch:] SC7-32 | SC7-46

[Translate to Chinesisch:] SC9-32 | SC9-46

[Translate to Chinesisch:] AC9-36 | AC10-36
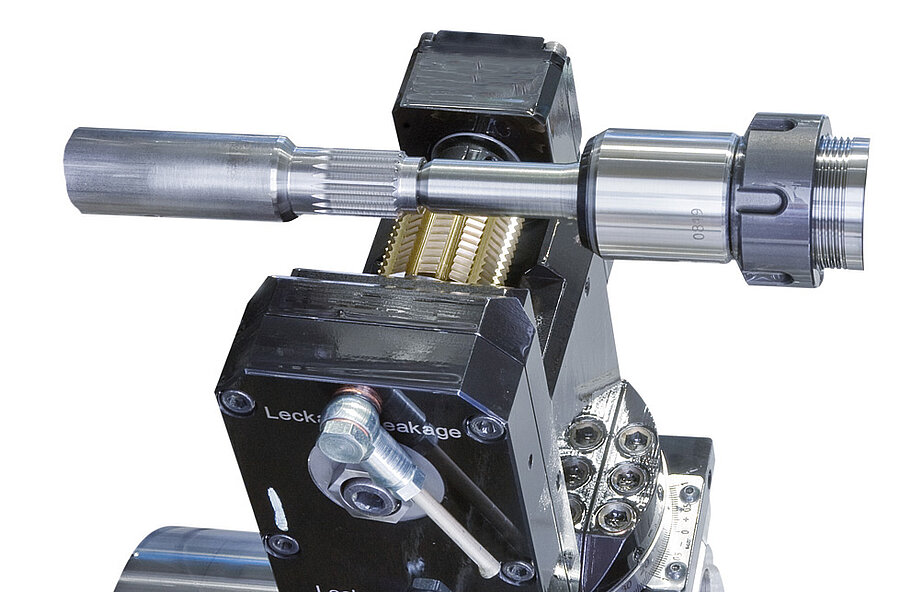
对于高效的端面加工来说,重要的是刀架保持稳定和精确以及较短的加工时间。CX 允许在每个主轴位置上同时加工工件的外圆和端面。
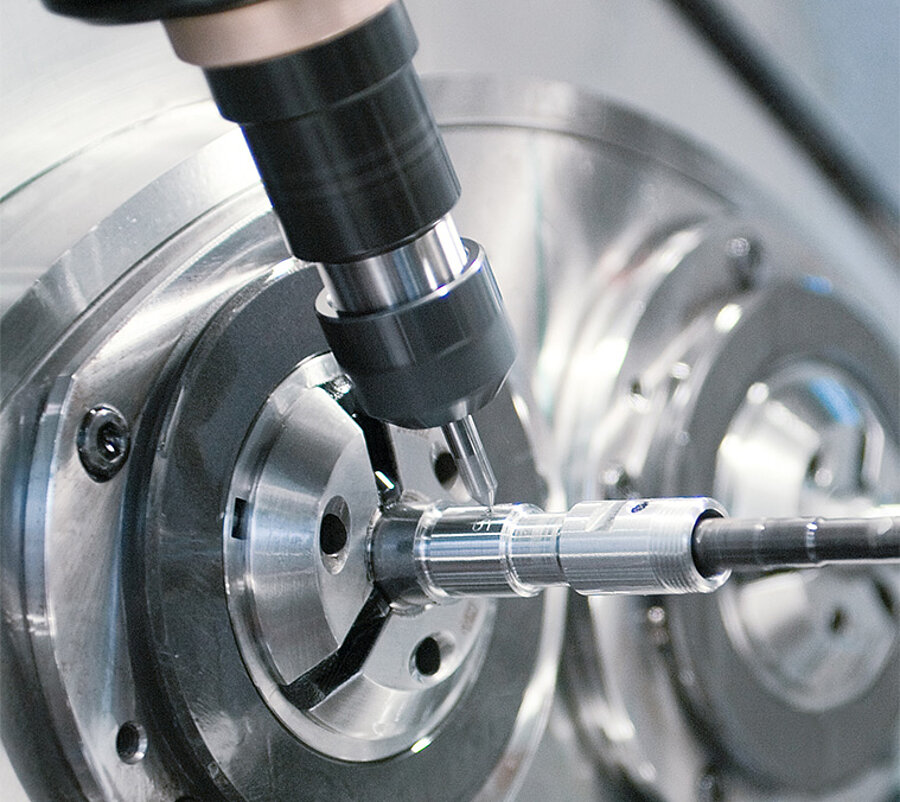
带有七根或九根主轴的 CX 开辟了工件背面加工的新领域。现在,复杂工件可在一个工序内制造完成,而无需离开机床。
ACX总是可以准确地适应各自工件谱系的要求。因此,它既能满足复杂工件的要求,也能满足较简单工件的要求,而且加工量很小。
无论选择哪种输出材料 – 棒料、棒料段、铸坯或锻坯 – CX 的灵活性还表现在可供采用的夹紧方案中。通过自由选择机床类型,如卡盘机床、棒料机床或料库式机床,
能够使机床与多种多样的加工方案相适应。

CX 也为机床的材料传送提供智能化解决方案。由于机床类型不同(夹头夹紧或卡盘夹紧),因此要求对材料供给和工件送出的形式进行调整。从这个意义上讲,CX 系列的模块化机床设计能够考虑到原材料的特性(例如棒料、棒料段、锻坯或铸坯)、工件重量、工件尺寸以及材料送出(无序、定向或无损伤)。
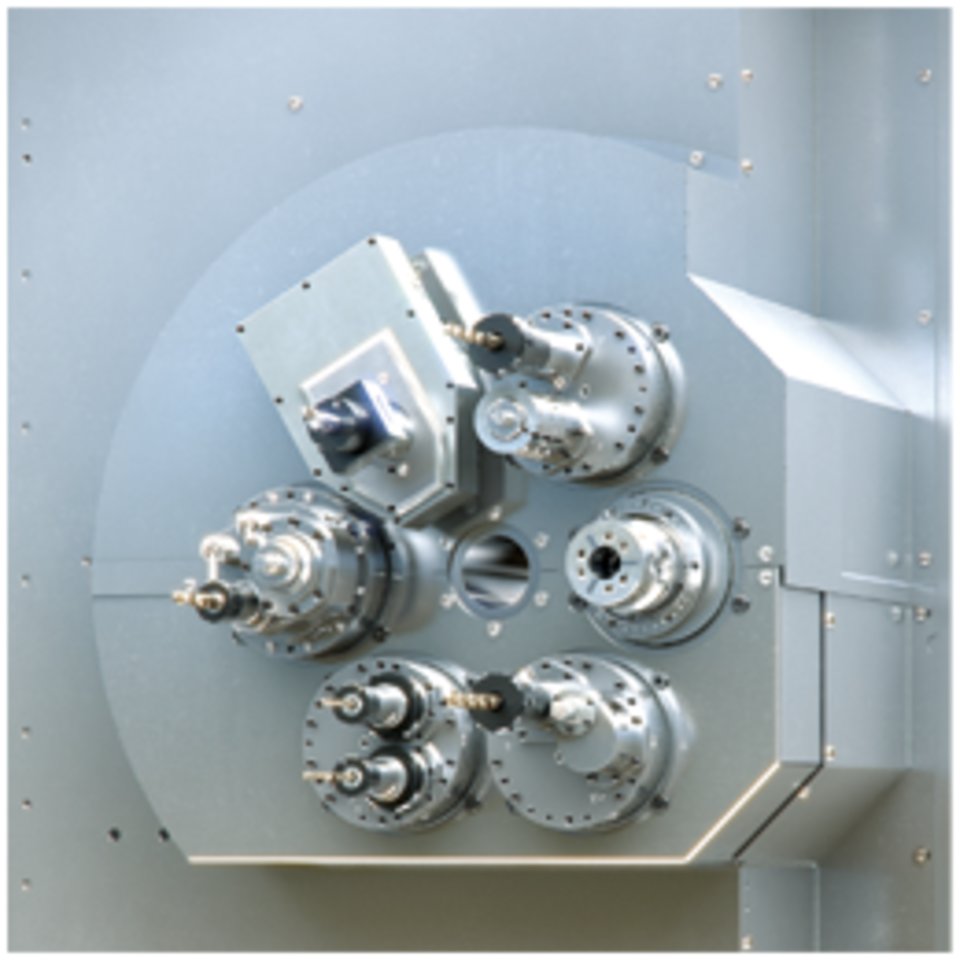
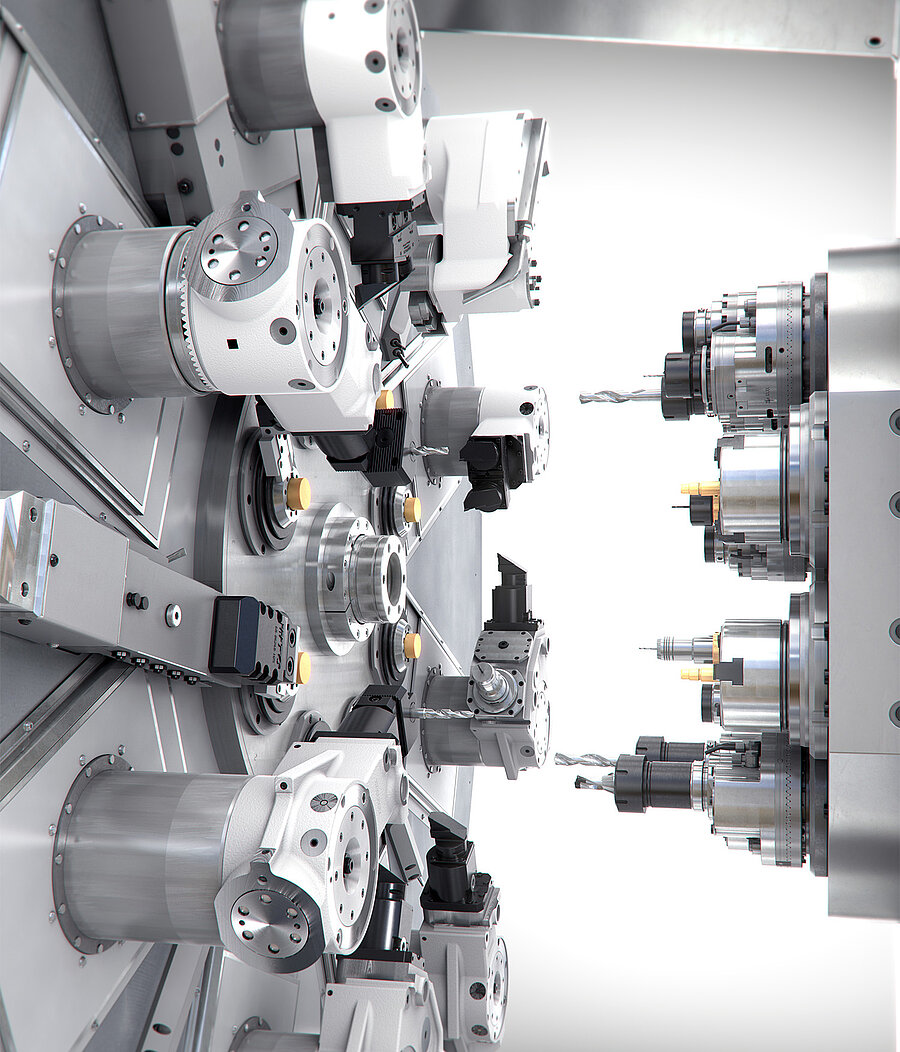
我们还在CX的模块化工具系统中实现了自由的概念。在纵向和横向加工中,刀具单元可以与一个或多个固定刀具或驱动刀具一起使用,也可以组合使用。

纵向组合式刀塔 - 刚性

纵向组合式刀塔 - 被驱动的
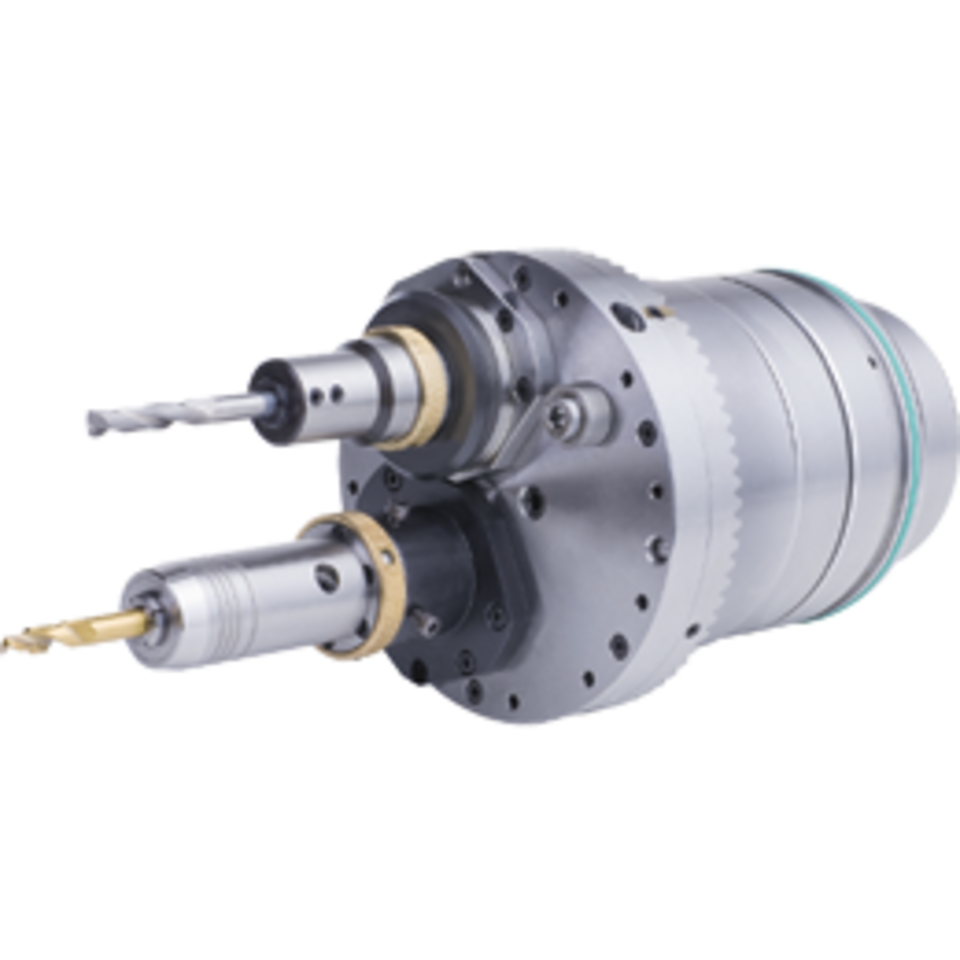
纵向组合式刀塔 2/3 折

横向组合式刀塔 - 刚性

横向组合式刀塔 - 被驱动的

横向组合式刀塔 - 2/3 折
多主轴机床 CX 的基本配置包括纵向和横向加工以及可选配的 Y 轴和 C 轴,已经能够广泛应用于各种领域。如果再配备面向特殊加工任务的标准附加装置,则该系列产品的使用范围几乎可以任意扩展。完整加工需要铣销 、刻齿等的车削件,复杂的大范围正面加工及背面加工,最高的精度和可重复的质量,极短的加工时间,这些要求都可以在 CX 系列多主轴机床上实现。

CX 的控制系统不会做出任何妥协。它能够在最短的时间内可靠、精确地编写出各种不同的加工程序。在加工准备阶段,通过直观的对话、模板和信息在安装、调整、操作以及 CX 多主轴机床的维护与保养方面向用户提供支持。除了上述任务以外,集成在控制系统内的安全功能还能保护操作员和机床免受伤害。
凭借 CX 系列,Schütte 首次实现了多功能单主轴机床或多工位加工中心的愿景。多主轴机床多样的加工可行性与单主轴机床简单的安装、操作过程结合在一起,相得益彰。

