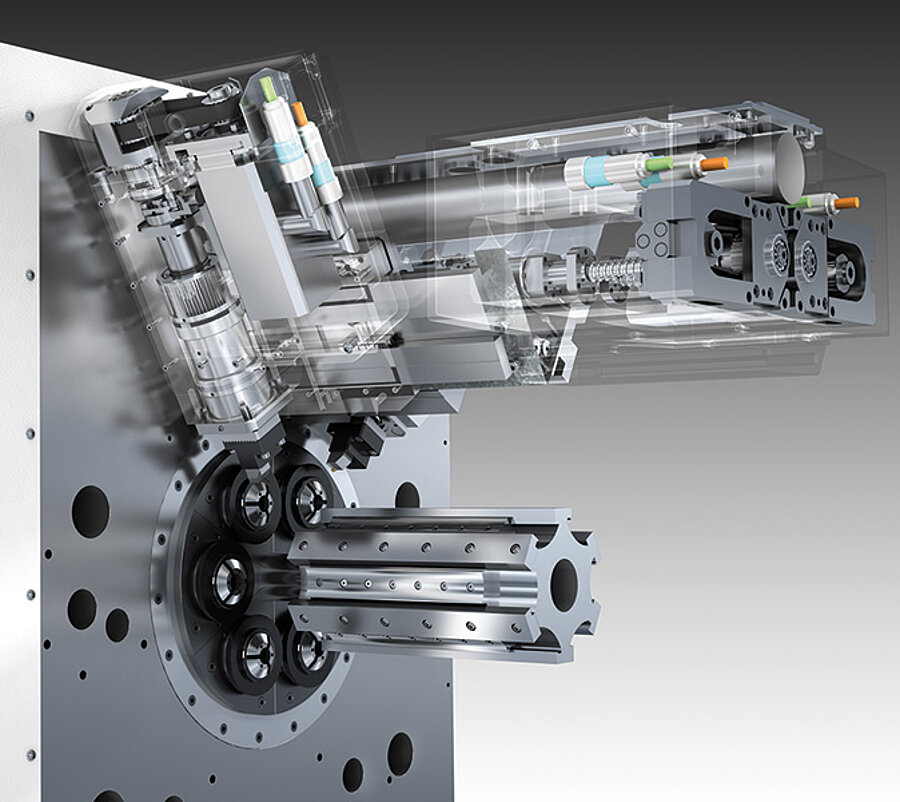
超级迅捷的凸轮控制机床特别适用于以较短的单件时间高效加工大批量车削件。该机床方案还带来更多惊喜:在 G 系列中,凸轮传动的快速和可靠与 CNC 技术的灵活和精确相互结合。
G 系列多主轴机床涵盖了直径小于 20 mm 的小型车削件加工范围。

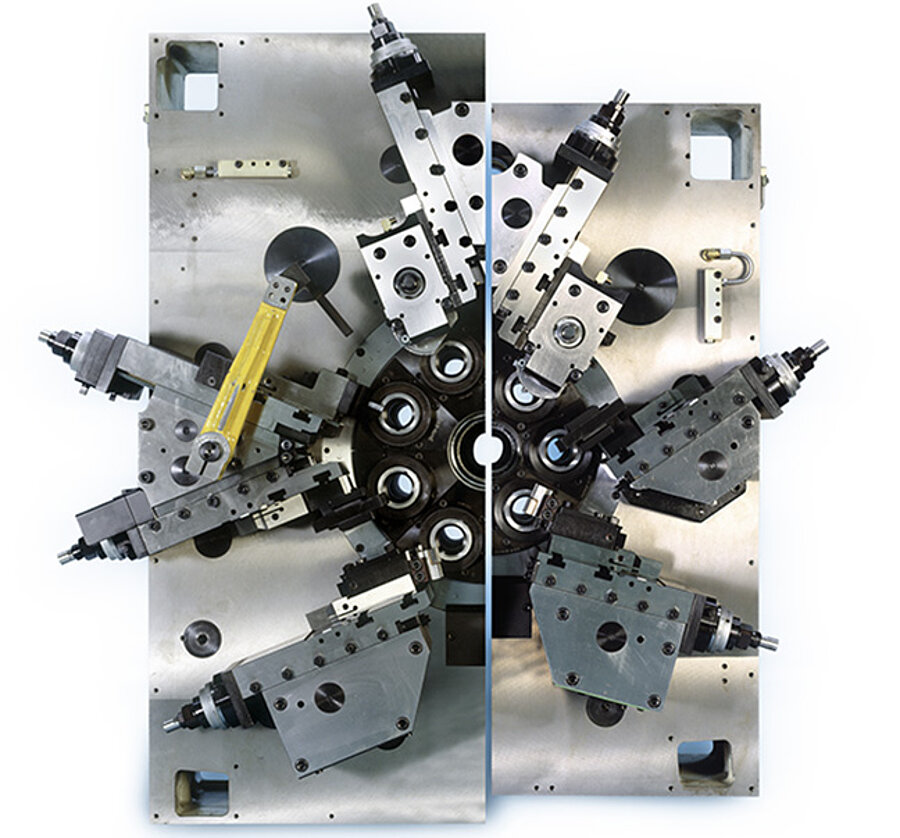
丰富的 Schütte 辅助装置系列拓展了 G 系列的应用范围,可生产更加复杂的零部件。采用选装装置可以加工平面、缝隙、螺纹、型面或横孔。这样,在大多数情况下可以对工件进行整体加工,从而提高加工精度和经济性。